
Zu den wichtigsten industriellen Fügetechniken gehört neben dem Schweißen, Löten und mechanischen Verbindungsverfahren, wie dem Schrauben und Nageln, auch das Verkleben von Werkstücken. Ob Kunststoff, Metall oder Glas: Mit industriellen Klebstoffen lassen sich heute eine Vielzahl unterschiedlicher Werkstoffe dauerhaft miteinander verbinden.
Auf dem Feld der Kunststoffverarbeitung ist das Kleben neben mechanischen Verbindungsverfahren häufig die einzig anwendbare Fügetechnik. Während Thermoplaste auch geschweißt werden können, mit Hilfe von Schweißdrähten aus Kunststoff, bleibt für andere Kunststoffklassen wie Duroplaste oder faserverstärkte Kunststoffe nur das Verkleben, um dauerhaft feste Verbindungen zu erhalten.
Besonders herausfordernd ist das Verkleben von Fluorkunststoffen miteinander oder mit anderen Materialien. Durch die ausgeprägten Antihaft-Eigenschaften und die ausgesprochen schwierige Benetzbarkeit gelten fluorierte Kunststoffe, wie Polytetrafluorethylen (PTFE), Polyvinylidenfluorid (PVDF) oder Perfluoralkoxy (PFA), als äußerst schlecht zu kleben. Unmöglich ist es jedoch nicht: Neben der Wahl des richtigen Industrieklebers ist vor allem die sachgemäße Vorbehandlung der zu verklebenden Oberflächen mit chemischen Hilfsmitteln wie Ätzmitteln und Primern maßgeblich für den Erfolg.
Schon die Neandertaler haben von dieser Fügetechnik Gebrauch gemacht
Birkenpech gilt als der älteste von Menschen hergestellte und verwendete Klebstoff. Über 50.000 Jahre alte Funde aus Italien, Deutschland und den Niederlanden zeigen, dass Neandertaler aus Birkenrinde gewonnenes Pech nutzten, um damit Steinklingen an Holzschäften zu befestigen, etwa zur Herstellung von Stangenwaffen – der historische Start für die Erfolgsgeschichte von Klebeverbindungen. Heutzutage ist das Kleben neben dem Schrauben, Schweißen und Löten eine der wichtigsten Fügetechniken, um Bauteile aus unterschiedlichsten Werkstoffen dauerhaft miteinander zu verbinden.
") |
| Eine mit Birkenpech fixierte Pfeilspitze - die farbigen Markierungen zeigen Gebrauchsspuren (um 3400 bis 3100 v. Chr.) |
Klebstoffe besitzen einen sehr weiten Anwendungsbereich und finden sich in zahlreichen Endprodukten unseres Alltags wieder, beispielsweise in Fahrzeuginterieurs, Bodenbelägen, Smartphones oder Schuhen. Während das industrielle Verkleben von Metallen mit nur einigen wenigen Klebstofftypen gehandhabt werden kann, erfordert das Verbinden von Kunststoffen miteinander wie auch das Verkleben von Kunststoffen mit Metallen spezielle, für die jeweilige Materialkombination geeignete Industrieklebstoffe. Gründe hierfür sind die außerordentlich große chemische Vielfalt der Kunststoffe und ihre sehr unterschiedlichen physikalisch-chemischen Oberflächeneigenschaften.
Haftung und Benetzung als Erfolgsfaktoren für den Klebevorgang
Für die sichere und dauerhafte Verbindung von zwei Bauteilen – wie im historischen Beispiel Holz und Stein – muss der Klebstoff die Oberflächen der Werkstoffe gut benetzen und auf ihnen haften. Diese Adhäsionskräfte beruhen auf physikalischen Wechselwirkungen der Oberflächenschicht des Werkstoffs und des Klebers. Das sind zum einen Wechselwirkungen zwischen unpolaren Molekülen, auch bekannt als van-der-Waals-Kräfte, und zum anderen polare Wechselwirkungen, welche Wasserstoffbrückenbindungen einschließen. Beide Komponenten – sowohl Klebstoff wie auch die zu benetzende Oberfläche – müssen entweder polar oder unpolar sein, um eine belastbare und zuverlässige Verklebung zu erreichen.
 |
 |
Eine gute Benetzung ist notwendig, da die Adhäsionskräfte nur eine sehr geringe Reichweite von maximal einem Nanometer aufweisen. Die Benetzungsfähigkeit wird bei Kunststoffen mittels deren Oberflächenenergie beschrieben. Kunststoffe mit hoher Oberflächenenergie wie Polyvinylchlorid (PVC) sind grundsätzlich einfacher zu benetzen als Kunststoffe mit niederenergetischen Oberflächen wie Polypropylen (PP), Polyethylen (PE) oder Fluorkunststoffe wie Polytetrafluorethylen (PTFE).
Die Vorbehandlung der Oberfläche als wesentliche Voraussetzung
Staubpartikel auf der Oberfläche können die Benetzung und damit den gesamten Klebeprozess beeinträchtigen. Die gründliche Reinigung ist damit der erste Schritt für eine feste Verklebung, das beinhaltet auch die Entfernung von verbliebenen Ölen, Schmier- oder anderen Trennmitteln. Für das Entfetten eignen sich niedrigsiedende organische Lösungsmittel wie Aceton oder Alkohole, die leicht abgelüftet werden können. Bei deren Auswahl ist jedoch auf die chemische Kompatibilität mit dem Werkstück zu achten.
Aktivierende Vorbehandlungsverfahren wie das Plasma- oder das Corona-Verfahren sind effektive Methoden zur weiteren Klebevorbereitung. Die Gemeinsamkeit dieser Methoden liegt in der gezielten Erzeugung funktioneller Gruppen in der Oberfläche, was eine bessere Benetzung durch den Klebstoff zur Folge hat und teilweise zu reaktiven Wechselwirkungen an der Grenzfläche führt. Man spricht hier von Trockenätzung, da Plasma oder ätzende Gase zum Einsatz kommen.
Liegt das Ätzmittel dagegen als gelöste Chemikalie vor, gebraucht man den Ausdruck Nassätzung. Eine andere Form der Oberflächenbehandlung nutzt sogenannte Primer oder Haftvermittler. Diese werden unmittelbar vor der Verklebung aufgebracht und bilden über van-der-Waals-Wechselwirkungen eine „Brücke“ zwischen Oberfläche und Kleber.
Ätzmittel und Primer für Fluorkunststoffe
Besonders herausfordernd ist das Verkleben von Polytetrafluorethylen (PTFE) und anderen Fluorcarbon-Kunststoffen. Diese besitzen ausgeprägte antiadhäsive Eigenschaften und sind – bedingt durch die besonders starke Bindung zwischen den Kohlenstoff- und Fluoratomen des Polymers – außergewöhnlich reaktionsträge. Es gibt nur wenige Stoffe, denen es gelingt, die starke Kohlenstoff-Fluor-Bindung aufzubrechen und mit dem Fluorkunststoff zu reagieren. PTFE mit seiner wachsartigen, hydrophoben Oberfläche und seiner äußerst geringen Oberflächenenergie wird von Flüssigkeiten nicht benetzt und gilt äußerst schwer zu kleben.
 |
 |
Simples mechanisches Aufrauen ist daher nicht immer ausreichend und es bedarf zusätzlich der Vorbehandlung mit Ätzmitteln für PTFE, welche die Klebeflächen des Kunststoffs chemisch verändern, die Energie der Oberfläche dadurch erhöhen und sie benetzbar machen. Dafür werden beispielsweise auf Tetrahydrofuran (THF) basierende Lösungen mit Anteil „aktiver“ Alkalimetalle, zumeist Natrium, verwendet. Das freie Alkalimetall solcher Ätzlösungen reagiert unter Bildung von Alkalifluoriden mit den äußeren Fluoratomen des Polymers und hinterlässt eine aufgeraute Oberfläche mit einem festhaftenden, mittelbraunen Kohlenstofffilm, der nun durch den Kleber benetzt werden kann. Die Ätzung erfolgt bei Zimmertemperatur innerhalb von 30 bis 60 Sekunden, bei +60 °C innerhalb von 10 Sekunden.
Das Anrauen der Oberfläche kann auch mithilfe von Primern erreicht werden. Dies sind Einschichthaftmittel zur Ausbildung festhaftender Kleberbrücken zwischen Fluorkautschuk und anderen Werkstoffen und bestehen aus reaktiven, silanbasierten Polymeren in Ethanol und Wasser. Der Vorteil solcher Primer liegt in der leichten Anwendung: der Primer wird einfach möglichst dünn auf die zu klebende Oberfläche aufgesprüht bzw. mit einem Pinsel aufgetragen. Nach kurzer Ablüftung folgen das Auftragen des Klebstoffs und schließlich das Zusammenfügen der Einzelteile. Für sichere Verbindungen stehen heute industriell erprobte und aufeinander abgestimmte Primer/Kleber-Sets auf Basis von Epoxidharzen, Cyanacrylaten oder synthetischen Kautschuken zur Verfügung.
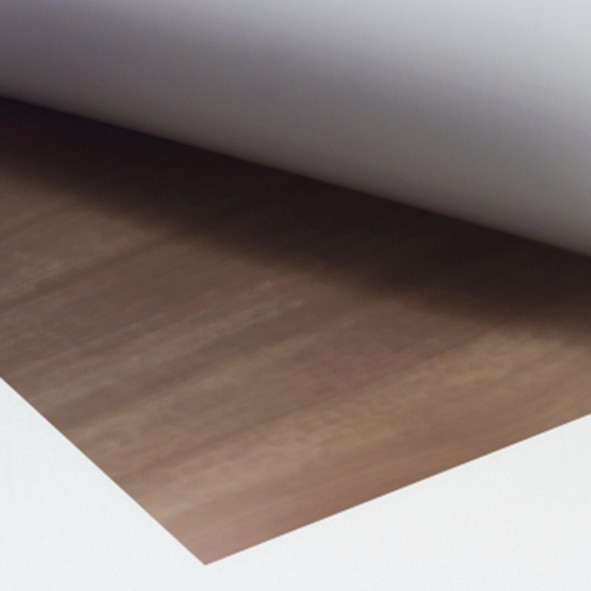 |
| PTFE-Folien, ab Werk einseitig geätzt mit brauner Farbgebung |
Ätzmittel und Primer für Fluorkunststoffe kaufen Sie bei rct-online.de
Egal ob für das Labor, für Pharmaanwendungen, die Füge- oder die Prozesstechnik: im Sortiment der Reichelt Chemietechnik, Ihrem Partner für Schlauchtechnik, Schlauchverbinder, Fluidtechnik und Laborbedarf, werden Sie garantiert fündig. Profitieren Sie von der hohen Effektivität und kurzfristigen Verfügbarkeit unserer Ätzmittel und Primer – schon in kleinen Gebinden und ohne Mindestmenge. Wir freuen uns auf Ihre Bestellung!
| Bildquellen: |
| Grafik: Pfeilspitze | © Ursula Wierer, Simona Arrighi, Stefano Bertola, Günther Kaufmann, Benno Baumgarten, Annaluisa Pedrotti, Patrizia Pernter, Jacques Pelegrin - commons.wikimedia.org |